


♕ 14 мая, ССЫЛКА ДНЯ — Обсудим бесконечные шлифовальные ленты подробно.
ИмхоДом › Форумы › свободная тема › ♕ 14 мая, ССЫЛКА ДНЯ — Обсудим бесконечные шлифовальные ленты подробно.
-
АвторСообщения
-
14 Май'18 в 03:44 #11754
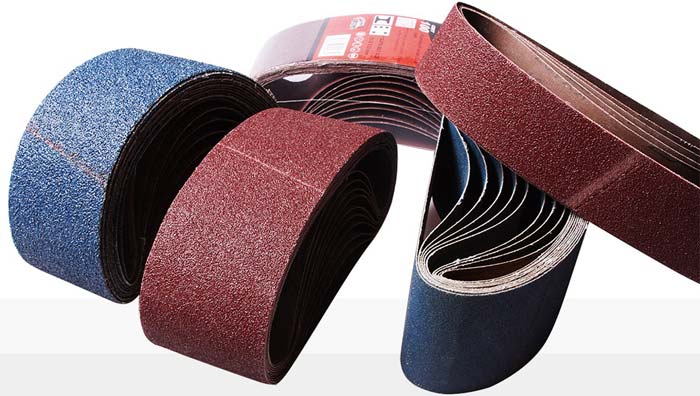
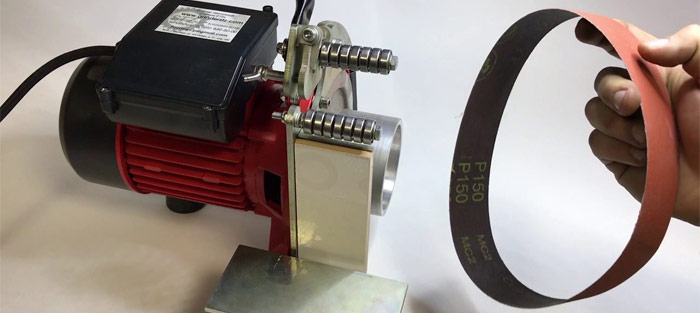
Бесконечная шлифовальная лента представляет собой полосу шлифовальной бумаги, торцы которой соединены встык или внахлёст. Каждый вариант имеет своё рациональное применение. Например, для стационарных шлифовальных станков – для гриндеров – удобнее использовать стыковое исполнение (такие ленты маркируются буквой Т). Удобство связано с тем, что стыковые ленты гарантируют наиболее прочное соединение, и допускают максимально возможное усилие натяжения, при котором биение инструмента по поверхности натяжного ролика отсутствует. Поэтому бесконечные шлифовальные ленты стыкового типа работают при шлифовании плоских поверхностей с неоднородными по твёрдости компонентами, а также металла, камня и т. п.
При шлифовке сложных контуров, где важна повышенная эластичность, лучше показывают себя ленты, соединённые внахлёст (маркируются буквой В). Их используют преимущественно для шлифовальных машин ручного типа, когда требуется оперативно изменять угол наклона и направление шлифования.
Кроме способа соединения, бесконечные шлифовальные ленты различают по следующим показателям:
- По размерам. Стандартная маркировка включает два числа – ширину и длину, в мм, например 50×686, 75×533 и т. д. Допустимые предельные отклонения составляют от ±0,5 мм до ±3,0 мм — по ширине и от ±1,0 мм до ±10,0 мм – по длине. Расхождение в значениях предельных отклонений указывает на обязательную эластичность материала основы, благодаря чему лента хорошо переносит растягивающие напряжения, и обладает определённой усталостной прочностью.
- По материалу основы. Она может быть бумажной, тканевой, и из специальных искусственных материалов. Искусственные ленты имеют более высокие показатели прочности и эластичности, а также менее чувствительны к влажности шлифуемой поверхности. Несомненным «плюсом» бумажных лент является их цена.
- Характеристики абразива, нанесённого на основу. Среди основных материалов — корунд, электрокорунд, карбид кремния. Они различаются по твёрдости и характеру износа. Имеет значение также зернистость – размеры единичного зерна, плотность насыпки, которая определяется крупностью зёрен, а также способ соединения абразива с основой бесконечной шлифовальной ленты.
- Качество соединения краёв ленты. Это может быть обычным образом сошлифованные на угол 45º кромки, применение армирующей плёнки, либо зигзагообразное соединение, при котором шлифовке подвергаются также и крайние зёрна абразива. С усложнением соединения возрастает площадь укреплённого стыка и сопротивление ленты растягивающим напряжениям. Однако при этом увеличится стоимость, и проблемным станет попытка восстановления разорванной ленты.
Особенности технологии производства
Явным лидером в производстве бесконечных шлифовальных лент считается торговая марка Klingspor, которая использует для изготовления своей продукции прогрессивную технологию Advanced Coating Technology, или, сокращённо – АСТ. Сущность этой технологии заключается в следующем:
- С целью повышения эрозионной стойкости частиц абразива к механическим ударам используются значительно более высокие скорости нанесения абразива на исходную поверхность ленты. Фактически зёрна абразива «вбиваются» в более мягкую основу, и удерживаются в ней не только за счёт применения клеящего вещества, но и вследствие проникновения зерна в толщину самой ленты;
- Процесс покрытия основы абразивным материалом происходит при повышенных температурах, в результате чего объём зерна возрастает, и его прикрепление к основе производится по увеличенной площади. Затем, в процессе резкого охлаждения основа уменьшается, создавая в зерне сжимающие напряжения. Как известно, наличие в материале остаточных напряжений сжатия увеличивает его стойкость;
- В процессе нанесения зёрен абразива на основу происходят электрохимические реакции, которые приводят к пассивации покрытия и увеличивают его способность отталкивать от себя частицы сошлифованного лентой вещества. В результате такие ленты медленнее забиваются, и дольше сохраняют свою первоначальную шлифующую способность.

Умеренная микропористость бесконечных шлифовальных лент, изготовленных по технологии АСТ, улучшает теплообмен между различными участками, при этом термические напряжения значительно снижаются. Таким образом, не имеет значение вид материала, который подвергается шлифованию лентами АСТ: это может быть и стекло, и титан, и нержавеющая сталь.
Принципы выбора
Исходными пунктами является предназначение ленты и типоразмер машины, на которую она будет устанавливаться. Так, на ручных шлифовальных машинах, в зависимости от размера фиксирующей подошвы могут использоваться изделия размерами, уже упомянутыми ранее, а также 100×610 или 75×457. Более крупные ленты, например, 120×1000 и более, подойдут для шлифовальных машин стационарного типа.
Для того, чтобы обеспечить максимальную долговечность бесконечных шлифовальных лент полезно знать особенности износа абразивов различного типа. Так, обычный электрокорунд изнашивается равномерно, а циркониевый электрокорунд и карбид кремния, как более хрупкие материалы, обладают способностью к самозатачиванию (процесс происходит при хрупком сколе отдельных зёрен, отделяющихся от основы). С повышением твёрдости стойкость бесконечной шлифовальной ленты возрастает, поэтому наиболее прочной считается лента с керамическим электрокорундом.
Приобретая ленты, стоит поинтересоваться о плотности насыпки абразивного вещества. Если необходимо шлифовать мягкие металлы – алюминий, латунь, малоуглеродистую сталь, то предпочтение имеют ленты с полуоткрытой насыпкой, при плотности не ниже 75%. Для шлифовки твёрдой древесины или декоративного камня эксплуатационное преимущество получат бесконечные шлифовальные ленты с закрытой насыпкой (плотность не ниже 95%).
Источник:
14 Май'18 в 10:29 #198976Приобретая ленты, стоит поинтересоваться о плотности насыпки абразивного вещества. Если необходимо шлифовать мягкие металлы – алюминий, латунь, малоуглеродистую сталь, то предпочтение имеют ленты с полуоткрытой насыпкой, при плотности не ниже 75%. Для шлифовки твёрдой древесины или декоративного камня эксплуатационное преимущество получат бесконечные шлифовальные ленты с закрытой насыпкой (плотность не ниже 95%).
Интересно, а эти параметры по маркировке, нанесённой на обратную сторону, можно определить? кто в курсе? или на упаковке
-
АвторСообщения
- Для ответа в этой теме необходимо авторизоваться.