


«Холодная сварка» — устройство напыления металлов ДИМЕТ
ИмхоДом › Форумы › свободная тема › «Холодная сварка» — устройство напыления металлов ДИМЕТ
-
АвторСообщения
-
30 Ноя'11 в 05:52 #3802

Аппаратные комплексы ДИМЕТ®, долгое время и с большим успехом используются при проведении широчайшего спектра авторемонтных работ (в особенности ремонта ГБЦ, радиаторов и кондиционеров автомобиля), исправлении дефектов литья и литьевых форм, герметизации, нанесении защитных покрытий, реставрационных работах, восстановлении электропроводящих покрытий, и во многих других областях, где требуется деликатное исправление дефектов небольших локальных участков, которые нельзя подвергать нагреву.
Иногда технологию нанесения металлов ДИМЕТ® относят к «холодной сварке», что не совсем корректно.
«Обнинский центр порошкового напыления» (ООО «ОЦПН») занимается исследованиями в области процессов газодинамического напыления металлических покрытий с 1992 года. Теоретические и практические разработки в данной области нашли свое воплощение в модельном ряде аппаратных комплексов ДИМЕТ®, предназначенных для нанесения металлических покрытий газодинамическим методом.
Технология динамической металлизации, сокращенно ДИМЕТ (в английской аббревиатуре — DYMET — dynamic metallization), дала название товарному знаку ДИМЕТ®, зарегистрированному «Обнинским центром порошкового напыления».
Помимо собственно производства аппаратов ДИМЕТ®, «Обнинский центр порошкового напыления» разработал и серийно выпускает линейку собственных расходных материалов, а именно металлических порошков, адаптированных для использовании в аппаратах ДИМЕТ® введением в определенном соотношении фракций абразива, что позволяет наносить покрытия высокого качества.
ООО «ОЦПН» оказывает полный спектр гарантийного и постгарантийного обслуживания аппаратов ДИМЕТ®, поставляет расходные порошковые материалы (отметим, что гарантия на оборудование дается только при условии работы оригинальными порошками), запасные части и сменные модули для оборудования. Также компания проводит первичное обучение работе установками ДИМЕТ® как в собственной лаборатории так и на специализированных выставках и конференциях. ООО «ОЦПН» оказывает консультационную, информационную, техническую и методическую поддержку своих клиентов для повышения эффективности проведения работ установками ДИМЕТ®.
http://www.dymet-rus.ru/article/katalog/ocompany.htm
Интересно, кто — нибудь в быту юзает эту штуку Помнится давным давно домашняя порошковая металлургия была популярна для восстановления жигулевских коленвалов. А сейчас она в каком состоянии?
1 Дек'11 в 09:33 #41331Интересно наши тоже что то делать начали, и судя по всему двигаются в правильном направлении.
Уже наверное года 4 м.б. и больше работаем с Castolin Eutectic вот где оборудование и технологии на высоте, порошки правда дороговаты и следовательно не все рентабельно напылять. Но бывают детальки которые изготовить в десять раз дороже чем напылить изношенные поверности. От материала и условий работы детали также много зависит. Так что можете обращаться если кому понадобится.
1 Дек'11 в 11:49 #41332Не увидел толщины и твердости покрытия. Может не по глазам?
1 Дек'11 в 12:02 #41333Твердость зависит от состава порошка который используется, поэтому в зависимости от того какие свойсва хотят получить выбирают нужный.
Толщину можно разную получить в зависимоти от количества проходов, делают с припуском под последующую обработку, оптимальная 0.5-2мм
1 Дек'11 в 13:31 #41334Толщину можно разную получить в зависимоти от количества проходов, делают с припуском под последующую обработку, оптимальная 0.5-2мм
Тогда это интересно. Твердое покрытие в микроны легко получить, а вот в несколько милиметров — это да, это здорово! Вопрос адгезии материала напыления к основному металлу и плотности (пористости) наносимого материала.
И еще — какие минимальный диаметр и максимальная глубина отверстия могут быть обработаны?
2 Дек'11 в 04:38 #41335И еще — какие минимальный диаметр и максимальная глубина отверстия могут быть обработаны?
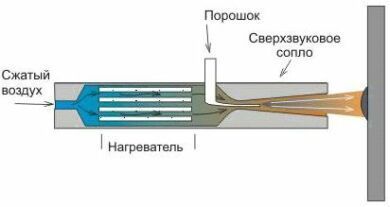
С этим сложнее, посмотрите на само устройство для напыления, оно достаточно большое. Факел желательно направлять перпендикулярно, но в принципе можно попробывать и под небольшим углом 10-30град. тогда соответсвенно глубина обрабатываемых отверстий будет не большая, (чем больше диаметр тем больше глубина напыления) думаю вы представили картинку.
По отверстиям еще есть вариант наплавки, (если материал и конструкция изделия позволяют). В настоящее время очень качественно можем наплавлавить отверстия диам. от 30 до 500 мм, последнюю цифру надо уточнять точно не помню. Неделю назад восстанавливали отверстия 180-270мм. Глубина при диам. около 100мм м.б. 500-600мм., на небольших диам. где то 300мм.
7 Фев'18 в 03:42 #41336А эта паяльная паста не имеет отношения к этому методу?
паяльная паста Mechanic XG-50. На Али продается за 200 р.
8 Фев'18 в 00:55 #41337bg wrote:А эта паяльная паста не имеет отношения к этому методу?
паяльная паста Mechanic XG-50. На Али продается за 200 р.
Больше похоже на разводку )) но будет держаться за счет скрутки.
-
АвторСообщения
- Для ответа в этой теме необходимо авторизоваться.