


Резьбомер. Как узнать шаг резьбы?
ИмхоДом › Форумы › свободная тема › Резьбомер. Как узнать шаг резьбы?
-
АвторСообщения
-
26 Апр'18 в 01:03 #11728
Стандартные параметры профиля резьб
Характеристики метрических резьб определяет ГОСТ 24705-91, а дюймовых – ГОСТ 6111-52. И, если диаметр резьбы можно достаточно просто установить при помощи обычного штангенциркуля, а тип резьбы – простым визуальным осмотром, то с шагом резьбы не всегда разберётся даже опытный слесарь. Между тем резьбы с разным заходом и профилем попадаются часто. Соответствие профиля имеющейся и подлежащей нарезанию резьбе особо важно в следующих ситуациях:
- При необходимости дальнейшей поверхностной обработке болта и – реже – гайки.
- Определить возможность увеличения длины свинчивания.
- Установить, выдержит ли изготавливаемое резьбовое соединения эксплуатационные усилия.
- Выяснить, возможен ли срез одного или нескольких витков резьбы (для мягких металлов и сплавов).

Резьбомер окажется полезным и для того, чтобы отличить, с какой резьбой имеет дело пользователь: метрической (с углом при вершине 60º), либо дюймовой (угол при вершине 55º). При этом не потребуются какие-либо вычисления или дополнительные инструмента, в частности, калибры.
Что из себя представляет резьбомер?
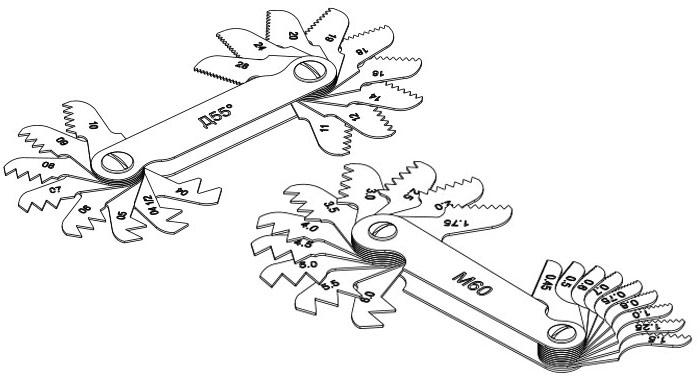
Резьбомер состоит на набора зубчатых гребёнок, каждая из которых имеет определённое расстояние между смежными выступами, соответствующими шагу резьбы. Всё гребёнки вращаются на осях, закреплённых в корпусе. Отшлифованные поверхности и конфигурация гребёнок позволяет свободно использовать их при определении шага внутренней и наружной резьбы. На корпусе имеется выштамповка «М60» — у метрических резьбомеров и «Д55» — у дюймовых. На лицевой поверхности каждой гребёнки выштамповывается значение шага резьбы.
Гребёнки производятся из инструментальных сталей типа У7, 8ХФ или ХВ4 по ГОСТ 5950-85, отличающихся пониженной прокаливаемостью, но малым коэффициентом температурного расширения, что делает возможным точное использование резьбомеров в большом диапазоне внешних температур.
Профили измеряющих гребёнок выполнены так, что при измерении одновременно устанавливается не только шаг резьбы, но и степень заполнения её профиля, а также число ниток (витков) резьбы. Последнее важно тогда, когда используются детали со шлифованной резьбой, которая иногда может быть повреждена шлифовальным кругом.
Как пользоваться резьбомером?
В слесарном деле полезно иметь оба типа резьбомеров. Установление шага резьбы производится обычно после определения её диаметра, поскольку в вышеуказанных ГОСТ не все диаметры резьб могут иметь полный диапазон шагов — это касается резьб малого (менее 5 мм), либо, наоборот – очень большого диаметра (свыше 120 мм).
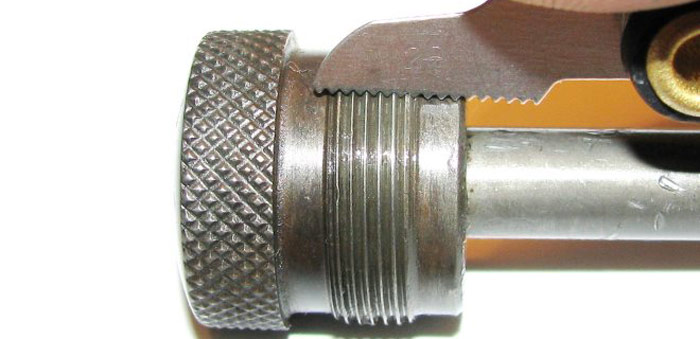
Далее зубчатая гребёнка, располагаемая примерно перпендикулярно оси болта, винта или гайки, вводится в плотный контакт с поверхностью имеющейся резьбы. Если витки совпадают, то шаг резьбы соответствует значению, выдавленному на поверхности гребёнки. Если нет – проверку повторяют. Для наружных резьб совпадение выявить легко, для внутренних – несколько сложнее: возможно, потребуется подсветка зоны измерений. Впрочем, полное совпадение профилей на детали и на гребёнке легко устанавливается и по факту плотности прилегания.
Механизм использования инструмента одинаков и для метрических, и для дюймовых резьбомеров.
После использования контактные поверхности гребёнок инструмента тщательно очищают от поверхностных загрязнений, частиц смазки и т. д.
Цена резьбомера – от 100 до 250 руб., в зависимости от количества гребёнок в комплекте.
26 Апр'18 в 03:01 #198740Глаз — алмаз ничто не заменит )))))))
-
АвторСообщения
- Для ответа в этой теме необходимо авторизоваться.