Сотовый поликарбонат можно сваривать несколькими способами. Для каждого из них необходимы соответствующие навыки и довольно дорогостоящее оборудование.
Сварка ультразвуком, наиболее простой способ, не требующий предварительной подготовки листов и нагрева материала. Производится ультразвуком 20 килогерц и с амплитудой от 25 до 40 мкм. Для этого используются стационарные устройства со сменными насадками. Такие аппараты соединяют листы полимера по всей длине, формируя герметичный надежный шов.

Переносные ультразвуковые пистолеты

Они характеризуются небольшим весом, компактностью и используются для точечной сварки или соединения поликарбоната при помощи полимерных заклепок.
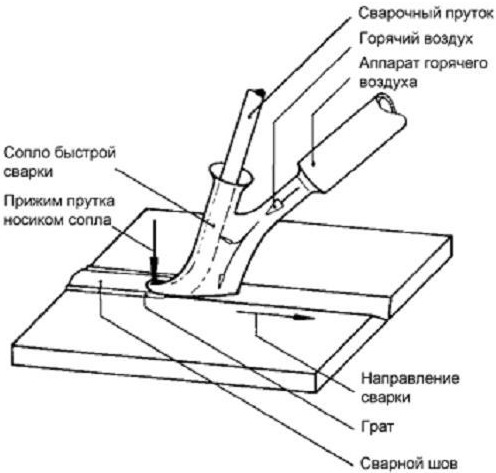
Второй вариант соединение на основе сварочных прутков с использованием горячего воздуха. При таком способе необходимо предварительно нагреть место соединения до 130°С на протяжении 12 часов. Сварочные прутки имеют различную форму они располагаются по месту соединения сот поликарбоната после чего на него воздействуют струей горячего воздуха из высокотемпературного строительного фена со специальным соплом.

Третий способ применение сварки горячей накладкой. При нем используется специальная полимерная пластина которая укладывается на линию соединения поликарбонатных листов и разогревается до температуры 260-300°С. такой способ соединения является одним из самых простых и надёжных не требует специализированного оборудования. Однако его применение существенно снижает светопропускную способность поликарбоната и оставляет заметные следы соединения.



 .
. но гнется!
но гнется!