


Сверла по металлу: закупь, заточка, борьба за живучесть
ИмхоДом › Форумы › свободная тема › Сверла по металлу: закупь, заточка, борьба за живучесть
Помечено: сверлить, сверло по металлу
- В этой теме 43 ответа, 24 участника, последнее обновление ⤠ сделано
 Студент08.
Студент08.
-
АвторСообщения
-
18 Авг'16 в 03:46 #10157
Ничего сложного. Главное — аккуратность и внимательность.
В быту мы не используем крупные сверла, как правило, самыми ходовыми размерами являются малые и средние — от 0,5 мм до 18 мм. Их и будем затачивать. Только для начала соберем все необходимое для этого. В идеале работу по заточке сверла лучше проводить на заточном станке. Каждый уважающий себя хозяин просто обязан иметь в гараже небольшой наждак. Даже если его нет, не страшно. Обойдемся болгаркой или насадкой на электродрель. Только сначала нужно прочно закрепить электроинструмент на плоскости. Главное — получить вращающийся заточной диск или наждачный камень.

О технике безопасности забывать тоже не следует. Береженого бог бережет. Если вы еще не носите очки, тогда защититесь ими. Случиться может что угодно. Еще очень важно при заточке вовремя охлаждать сверло, поскольку если этого не делать, то сталь потеряет прочность. Во время заточки сверло сильно накаляется, а для охлаждения необходимо периодически макать его в холодную воду или в жидкое масло. Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента.
Как заточить спиральное сверло

О том, что сверло притупилось, мы узнаем сразу же при первых оборотах патрона дрели. Сверло перегревается, скрипит и напрочь отказывается резать даже мягкий металл. Чем больше сверло нагревается, тем быстрее оно тупится, поэтому при первых проявлениях признаков потери сверлом остроты, заточите его.

Точим вручную, поскольку специальных приспособления для заточки у нас нет, хотя они здорово упрощают процесс и делают его точнее. Заточить сверло по металлу можно несколькими способами. Рассмотрим два из них. Для заточки сверла до 3 мм, и более 3 мм.
Самый простой способ заточки — это когда мы затачиваем режущую кромку в одной плоскости. При этом задний угол должен составлять около 30˚. Пользуясь этим методом, самое главное — сохранять параллельность режущей кромки поверхности круга. И стабильность положения сверла относительно наждачного круга. Как только вы коснулись сверлом поверхности, ни горизонтально, ни вертикально его перемещать нельзя. С первого раза не получится точно. Зато со второго — обязательно выйдет. Стоит помнить, что если приложить чрезмерное усилие, а вы помните, что мы затачиваем сверло толщиной до 3 мм, то режущая кромка может выкрошиться.

Второй способ более наукоемкий, но тоже не сложный. Спецы называют его коническим методом заточки. Суть его в том, что во время заточки сверло прижимается режущей кромкой и поверхностью задней части, при этом нужно слегка покачивать сверлом так, чтобы на задней перьевой части образовалась конусная поверхность.

Нужно стараться не отрывать сверло от камня во время заточки, и двигать сверлом очень медленно и без рывков. После этого создаем такой же конус на оставшемся пере.
Заточка победитового сверла

С победитовыми сверлами происходит то же самое, что и с обычными. Они могут затупиться, но значительно позже. Единственное ограничение по работе с победитовым сверлом — у нас не получится заточить его на обычном заточном абразивном круге при обычной скорости вращения круга. Дело в том,что чем выше скорость заточки, тем мягче материал сверла. Победитовое сверло очень твердое, и при обычных оборотах наждачного камня сверло можно запросто перегреть. Два варианта — или уменьшать обороты, или применять алмазный заточной круг.
Есть несколько основополагающих правил, а остальное приходит с опытом:
- Победитовое сверло затачивается кратковременными касаниями к кругу.
- Следите за тем, чтобы при заточке не сбить центр оси вращения сверла.
- Угол заточки не должен быть меньше 160-170˚.
- Не охлаждайте сверло моментально, разу после заточки, иначе может треснуть.
- Не перегревайте победитовое сверло.
Если следовать этим простым советам, победитовое сверло получит новую жизнь. Не с первого, так со второго раза, точно.
Как заточить ступенчатое сверло

Ступенчатое сверло — белая ворона в семье сверл. Оно позволяет очень точно высверлить отверстие разных диаметров. Причем с очень точной центровкой. Есть разные модели ступенчатых сверл, но принцип один — одним сверлом можно выполнить отверстие от 4 до 32 мм. Они очень просты в заточке. Чтобы восстановить режущую кромку, достаточно просто поправить ее вращающимся кругом с наждачной бумагой.

Так можно продлить жизнь сверлам, и заодно научиться их затачивать. Работать тупым инструментом — не солидно для хорошего мастера.
Закрепим видео:
29 Май'17 в 03:29 #9474
В быту часто приходится сверлить отверстия в металлических изделиях. Операция простая: закрепил заготовку, разметил место под отверстие, накернил его, подготовил сверло требуемого диаметра, включил дрель или настольно-сверлильный станок. Всё! Но такая последовательность действий хороша для сверления одного или двух отверстий. При массовой сверловке подобным способом потребуется много времени и усилий. Именно с этой целью опытные домашние мастера имеют в своём инструментальном арсенале центровочное сверло.
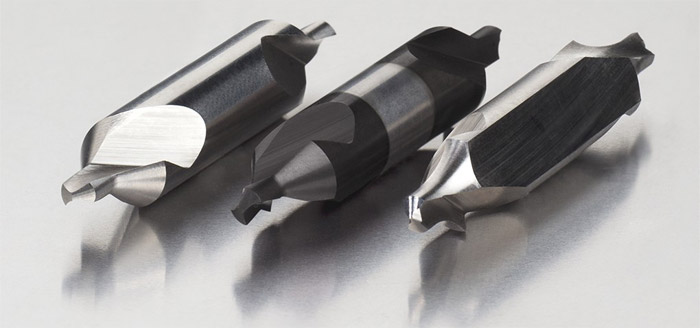
Как выглядит и работает?
Сначала вспомним устройство и принцип действия обычного сверла. Его коническая часть, базируясь на предварительно прокернённом в заготовке коническом углублении, входит в него, и опираясь на образующие конуса, производит постепенное внедрение в толщу металла. Выборка стружки происходит перьевой частью сверла, и выведением её наружу при помощи спирально расположенных канавок. Если намётка под отверстие отсутствует, то теряется и опора для конической части, ввиду чего сверло скользит и даже может нанести травму малоопытному пользователю. Поэтому предварительная зацентровка отверстия при особых требованиях к точности его расположения является обязательным.
Центровочное сверло, предназначенное для массового изготовления отверстий, снимает потребность в накернении мест для последующей сверловки. С этой целью оно обладает особой конструкцией, которая разработана в соответствии с требованиями ГОСТ 14952-75. Первоначально инструмент предназначался в качестве оснастки для фрезерных станков с ЧПУ, но оказался весьма полезным и при производстве массовых сверлильных операций по металлу в ижс.

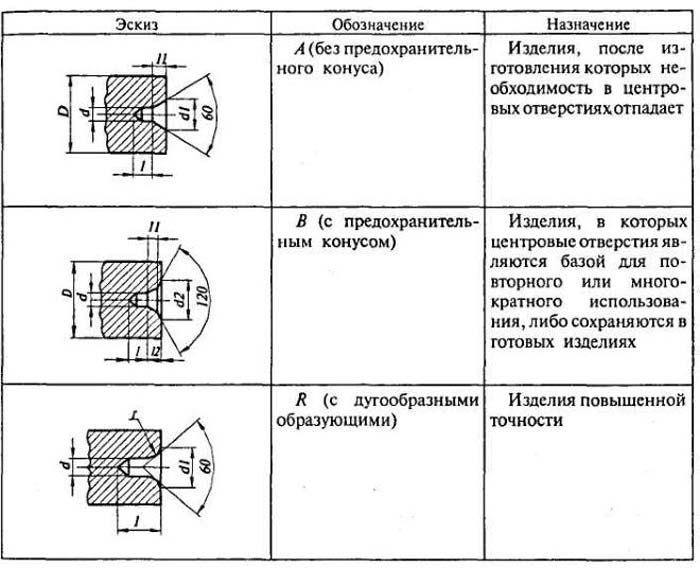
Различают следующие конструктивные разновидности рассматриваемого инструмента:
-
- Свёрла, которые могут одновременно выполнять зенковку начального конуса. Угол такого конуса стандартизирован, и составляет 60°, при этом само центровочное сверло может быть выполнено как с предохранительным конусом, так и без него.
-
- Свёрла с заходным конусом 75°, не имеющие отдельного предохранительного конуса (что объясняется увеличенной поверхностью опорной зоны).
-
- Свёрла для выполнения отверстий, образующая которых имеет сложную, дугообразную форму.
Выпускается такой инструмент в диапазоне размеров 0,5…10 мм. Центровочные свёрла с большим диаметром не имеют явных преимуществ по сравнению с обычными зенковками, но потребуют (при ручном электроинструменте) повышенных усилий сверления. С другой стороны, переходы массового сверления чаще всего востребованы при изготовлении плат под радиотехнические приборы, где диаметры отверстий вполне укладываются в 0,5…1,0 мм.
ГОСТ 14952 предусматривает два диапазона шероховатости готового отверстия. Примеры обозначений такого инструмента приводятся в вышеуказанном стандарте.

Конструктивные и технологические требования
Центровочное сверло включает в себя три зоны:
-
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
-
- основную, которой производится выборка материала с одновременным повышением качества образующей;
-
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью. Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.
Главным эксплуатационным требованием к центровочным свёрлам по металлу считается высокая твёрдость, поэтому для их изготовления используют быстрорежущие стали марок Р6М5, Р9К6 и Р18 по ГОСТ 19265. Наличие большого количества вольфрама и кобальта, а также присутствие в химсоставе ванадия придаёт инструменту высокую стойкость при значительных усилиях трения. Поэтому такими свёрлами можно обрабатывать не только стали, но даже минералокерамику – оксидно-карбидные сплавы типа В3, ВОК 60 и т. п.
При менее ответственных задачах, в частности, при сверлении древесины, допустимо применение центровочных свёрл, изготовленных их хромистых сталей холодного деформирования типа 9ХС по ГОСТ 5950. Но для получения отверстий в стальных заготовках их не применяют, из-за того, что достигаемые температуры в рабочей зоне достигают температур отпуска, и инструмент быстро выходит из строя.
Стойкость оснастки можно увеличить, если при сверлении в зону обработки подавать СОЖ (эмульсол, сульфофрезол и т. п.).
Как определить качество центровочного сверла?
Существует ряд проверок центровочных свёрл:
-
- Проверка на твёрдость по твердомеру Роквелла. Согласно ГОСТ 14952-75 твёрдость рабочей части должна вписываться в диапазон 63…66 HRC (меньшие значения обычно соответствуют свёрлам большего диаметра). При повышенных значениях возрастает хрупкость и повышается склонность быстрорежущей стали к излому. Пониженная твёрдость снизит эксплуатационную стойкость инструмента.
-
- Проверка на точность при помощи микрометра. Допустимые отклонения диаметров не должны превышать 0,05 мм для оснастки диаметром до 0,8 мм включительно, 0,1 мм – при диаметрах до 2,5 мм, 0,12 мм – до 5 мм и 0,15 мм – при диаметрах свыше 5 мм.
-
- Проверка на точность изготовления перьев основной части. Она должна быть равномерной по всей винтовой части, а допускаемые отклонения не могут превышать 0,07 мм при диаметрах до 3,15 мм, и 0,1 мм – при диаметрах свыше 3,15 мм.
-
- Визуальная проверка, которая заключается в том, что на рабочих поверхностях не должны присутствовать следы побежалости (изменение основного цвета), царапины и иные дефекты. Для оценки качества достаточно обычной измерительной лупы.
-
-
- Проверка на износ. Её выполняют в домашних условиях, при пробной обработке изделий из стали 45 с твёрдостью не менее 44…48 HRC. После сверления на инструменте не должно оставаться следов выкрашивания рабочих кромок.
-
29 Май'17 в 04:35 #151854Давно уже юзаю кобальтовые сверла от "Практики". Благодаря хитрой заточке не требуют накернения. Сверлят быстро, служат относительно долго. Минусов два:
1) Относительно дороги
2) Не реально заточить в домашних условиях…
29 Май'17 в 05:21 #151855А в чем плюс перед накерниванием? Все равно сверла менять, выгод по времени не вижу …
18 Фев'20 в 09:10 #500495Приветствую !
Возникла необходимость просверлить в металлическом ограждении балкона около трех — четырех десятков отверстий. Толщина металла ограждения (которое нужно просверлить) 5-6 мм. Для этого мне необходимо купить НОВОЕ цилиндрическое сверло диаметром от 4мм до 6 мм.
ВОПРОС. Сверло из какого материала порекомендуете купить для такого сверления ? Какого цвета сверло из этого материала ? Спасибо !
18 Фев'20 в 15:46 #500524Приветствую ! Возникла необходимость просверлить в металлическом ограждении балкона около трех — четырех десятков отверстий. Толщина металла ограждения (которое нужно просверлить) 5-6 мм. Для этого мне необходимо купить НОВОЕ цилиндрическое сверло диаметром от 4мм до 6 мм. ВОПРОС. Сверло из какого материала порекомендуете купить для такого сверления ? Какого цвета сверло из этого материала ? Спасибо !
Я бы не гнался за дорогими сверлами, если вам всего для одного дела надо (а не в мастерскую)
Купите 3-4 штуки самых дешманских и крутите.
18 Фев'20 в 17:13 #500527Для чего отверстия?. Может проще и дешевле взять саморез металл-металл с большим сверлом 5.5-6мм диаметром.
 18 Фев'20 в 21:30 #500552
18 Фев'20 в 21:30 #500552 18 Фев'20 в 22:22 #500553
18 Фев'20 в 22:22 #500553Так они поди стоят как недорогое сверло ? )
19 Фев'20 в 07:55 #500568Кобальтовое сверло возьмите (цвет слегка желтоватый). Я обычно вначале 3-кой дырку делаю, дальше расширяю уже сверлом нужного диаметра.
ПС на высоких оборотах не кручу, потихонечку, не торопясь чтобы не греть сверло.
19 Фев'20 в 09:54 #500578Так они поди стоят как недорогое сверло ? )
4 — 5р. за штуку в стройпарке. диаметр 4.8 и 6.3 есть. Если для технологических отверстий, на мой взгляд, саморезами удобнее и быстрее сверлить.
19 Фев'20 в 17:53 #500635Так они поди стоят как недорогое сверло ? )
4 — 5р. за штуку в стройпарке. диаметр 4.8 и 6.3 есть. Если для технологических отверстий, на мой взгляд, саморезами удобнее и быстрее сверлить.
сверло деволт в инструмент-маркете на герцена. ну будет стоить 100 руб (а купите кобальтовое дешевле! да и бензина уйдет на поездку — сверло теряется на его фоне.), зато не уводит при сверлении и убить — это только сломать. В итоге оказался самый дешевый вариант в пересчете на дырку (если много сверлить), а нервы как спасает )))).
19 Фев'20 в 19:15 #500639сверло деволт в инструмент-маркете на герцена. ну будет стоить 100 руб (а купите кобальтовое дешевле! да и бензина уйдет на поездку — сверло теряется на его фоне.), зато не уводит при сверлении и убить — это только сломать. В итоге оказался самый дешевый вариант в пересчете на дырку (если много сверлить), а нервы как спасает )))).
В инструмент-маркет на Герцена завезли расходку миллуоки. Есть сверла с шестигранным хвостовиком под импульсные гайковёрты. Дырки делают, как сумасшедший дятел. Только ценник конский. До 4мм вроде можно ещё в 100руб уложиться, а вот все что толще — значительно дороже.
P.S. Если что, у них же продаются трапецевидные милковские лезвия для ножа, по 90 руб за десяток, что-ли. Китайские «кобальты» в стройпарке — дороже.
19 Фев'20 в 23:27 #500650Спасибо, купил желтое сверло — просверлил быстро и хорошо !
11 Мар'20 в 13:45 #502056Как вам способ реверсивный заточки сверл?
Отрезал от листа наждачной бумаги неширокую полоску где-то 5-10 см и, чтобы не ездила туда -сюда, пристрелил её к деревянной рейке. А еще взял тупое сверло 10 мм и перед заточкой проверил для наглядности, насколько с ним всё плохо
Для заточки вставляю сверло в малооборотистый шуруповерт и переключаю его на реверс. Затем последовательно сверлю прикрепленную к рейке наждачку. Просто проделываю в ней до 20 отверстий и всё! После этой процедурки сверло должно подточиться. По размеру стружки видно, что сверло уже не елозит по дереву, как в начале, а полноценно режет волокна
Да и по качеству отверстия видно, что сверло после несложной заточки очень достойно справляется с задачей. Специальные приспособы наверняка обеспечили бы еще лучший результат, но они в нужный момент не всегда доступны, поэтому возьмите на заметку! 2 Май'24 в 18:12 #581365Что за сверло такое ребристое?
 2 Май'24 в 19:42 #581377
2 Май'24 в 19:42 #581377Это для фрезерования; методом расширения отверстия. Типо: шарошки. Но как то не особо эффективно. Также можно и обычным сверлом пошурудить.
9 Сен'24 в 17:59 #588363Для чего такое может пригодиться дома? дедовы запасы 😆
 10 Сен'24 в 10:02 #588407
10 Сен'24 в 10:02 #588407Хвостовики для станков. Для кузнецов хороший материал, ковкий. А для дома и не знаю зачем…
14 Авг'25 в 09:44 #614213Хорошая новинка — Самоцентрирующееся сверло [Self-Centering Drill Bit]

Внешний вид и принцип действия самоцентрирующегося сверла.
Подпружиненная оправка на сверле позволяет просверлить точно по центру шаблона, например, при установке дверных петель. Наличие конусной формы наконечника гарантирует, что при приложении к отверстию шаблона (коим может быть и устанавливаемая петля) сверло будет сверлить по центру, и последующий крепёж не сместит петлю. -
АвторСообщения
- Для ответа в этой теме необходимо авторизоваться.