



Как делается кафельная плитка — с фотоаппаратом по новому заводу!
ИмхоДом › Форумы › свободная тема › Как делается кафельная плитка — с фотоаппаратом по новому заводу!
-
АвторЗаписи
-
13 Янв'14 в 04:44 #6904
Незабываемая экскурсия по заводу «Нефрит-керамика» в Никольском прямо не выходя из дома. Таинственные закоулки керамического производства. Беспилотные роботы. Фонтаны шликера. Брызги глазури. Пыль, жар и шум по ту сторону монитора. Радость, удивление и восхищение по эту сторону монитора.
Ну а поводом для радости было простое желание прикупить центнер глазури для своей мастерской. Для чего она мне тоже покажу в конце поста.
Итак, по-порядку.
Все начинается в цехе заготовки шликера. Шликером называют взвесь глины в воде, по консистенции напоминающую густые сливки. Вот он фонтанирует над виброситом. Вибросито — это, как вы конечно догадались, сито, которое вибрирует.

А из сита он поступает в резервуары ниже поверхности пола. Там перемешивается-перемешивается, в него добавляются электролиты и плавни, обеспечивающие стабильность технических параметров сырья. Далее по трубам шликер отправляется прямиком в ад.
В предверии ада стоят накопители и насосы.

Насосы закачивают шликер под большим давлением в жерло ада. Там, в жерле, горят синим пламенем газовые горелки. Шликер распыляется и пока долетает до дна воронки превращается…

… превращается в пресс-порошок. Сыпучий и горячий.

Он высыпается прямо на ленту транспортера и отправляется к прессам. Труба цеха производства пресс-порошка, кстати, производит огромное количество облаков, потому что пар из нее валит постоянно.
Пресс штампует плитку прямо из сухого пресс-порошка. Тот факт, что в сырье отсутствует вода позволяет получать идеально ровные плитки. Знаете, почему стопка наших тарелок похожа стопку блинов, у которых края волнами идут, а стопка чешских тарелок похожа на лист тетради в линеечку? Потому что за бугром посуду штампуют из фарфорового пресс-порошка, а у нас формуют из пластичной массы, содержащей воду.

Затем по ленте роликов плитки уезжают в печь для утильного обжига. Вот там, где лампа горит, находится вход в печь.

Печка итальянская.

Вдоль всей полосы конвейера протянут трос аварийной остановки. В случае чего достаточно дернуть за него и все остановится. На фотографии он внизу.

Общий вид печи.

Обжиг плитки происходит при температуре 1050 градусов. Тоннельная печь обеспечивает непрерывность процесса обжига. В середине максимальная температура, на входе и выходе — минимальная. Плитки сначала медленно нагреваются, а потом также медленно остывают.
На выходе они уже не серые, а привычного терракотового цвета.

Дальше по конвейеру они поступают к роботу-укладчику, который складывает их в большие контейнеры. Он слева, в клетке, в конце ленты транспортера.

К подъехавшей плитке он присасывается вакуумными захватами и переносит ее в контейнер.
Сложенную в контейнеры плитку увозит другой робот. Он управляется компьютером и движется строго по определенной траектории. Вон он, на фотке везет 337 контейнер. А вот он уже пустой куда-то поехал:
После того, как один робот передает контейнер с утильными плитками другому роботу, другой робот тоже присасывается к ним и выкладывает их на новую ленту конвейера.

И плитки мчатся дальше, навстречу новому обжигу.

Самое завораживающее в этом процессе — это поворот плитки вокруг своей оси. Можно вечность скоротать, наблюдая за этим чудом.
Хотя нет. Там еще много всего завораживающего, пойдемте дальше.
Плитки очищаются от пыли,

увлажняются,

и попадают в камеру ангобирования. Эта занавеска вовсе не занавеска, а самый обыкновенный белый ангоб, которым льется на проезжающую плитку. Быстро и ровно плитка покрывается белоснежным ангобом.

А следом уже поджидает такая же завеса глазури. Вжжик и плитка покрыта белоснежной глазурью.

Те, кто не до конца потратил свою вечность на процессе поворота плитки могут добить ее на процессе полива:
Век бы любовался.
Потом резиновые колесики бережно удаляют с краев плитки глазурь. Сначала с широкой стороны, потом с узкой.
Следующий пункт программы — камера с клеем. Он распыляется на глазурь, укрепляя ее.

Он очень даже не повредит, потому что дальше плитку ждут предобрые валы. Ну, это для тех, кто еще помнит о чем сказка «Городок в табакерке».

Сверху на вал стекает краска. Голубенькая, тоненькой струйкой, видите? А чуть подальше к валу прижимается резинка, которая распределяет красочку по поверхности вала равномерно. На валу имеется рисунок, который пропечатывается на проезжающую мимо плитку. Длина окружности вала кратна размеру плитки, и расстояние между валами тоже. Это чтобы рапорт орнамента не нарушался и мы могли наслаждаться однообразием симметрии. Ну или унынием повтора — кому что по душе. Обратите внимание на трос с надписью STOP на предыдущем снимке. Это все тот же трос, что и в начале был.

Если снять с ленты плитку сразу после валов, то увидим вот что:

Потом плитки проносятся через камеру аэрографа. В нем наносятся разные фактурные рисунки, но в данный момент она бездействует.

Все. Полет окончен. Теперь плитки собираются в огромный ролл-бокс. Или роллер-бокс? Ну, как-то так он называется. Укладывает, разумеется, робот. Неолудитам тут есть где порезвиться ))

Боксы огромные.

Роллер-боксы к печи увозит кто? Ко-нечно Вааася, тын-тыры-дырым, Вааася, тын-тыры-дырым, Ва-ся, ну кто его не знает?

Пошутил. Нет тут никакого Васи. Робот по строгой траектории подъезжает, поднимает и увозит. Вон какую тропку протоптал уже.
В нужный момент робот подает роллер-бокс к ленте, ведущей на второй уровень печи. Той же самой, где и утиль обжигается, но повыше. Видите нашу старую знакомую лампочку? Там мы уже были, прессованые плитки в обжиг провожали.


Печь, как я уже говорил, итальянская и вся линия тоже. Хотя нет, не вся. Тут еще есть одна штуковина засекреченая. Фотографировать ее нельзя. И она, штуковина эта, испанская. По секрету расскажу вам, что это крутейший принтер, который может печатать прямо по сырой глазури. ОООчень крутая вещь. Представляете? Никаких деколей и шелкографии! Прямая печать из файла. Крутотень крутотеньская. Причем головки там плавающие настолько, что оплывают даже рельеф. То есть печатать можно не только на плоскости, но и на НЕ плоскости. Я там для marinni гротески печатал.
Но вернемся на линию. Первый человек.

Она сидит и смотрит, как из печи выезжают плитки. Целую смену смотрит. Раньше я думал, что нет ничего однообразнее работы смотрителя эскалатора, но теперь я так не думаю. Там хоть люди живые шевелятся, а тут… Я бы уснул минуты через две такой деятельности, наверно.
Чуть позади стоит центр управления полетами.

Дальше плитки бегут уже блестящие. 1050 градусов бесследно не проходят.
И, о чудо, снова люди! Они выбраковывают и сортируют. Делают пометочку маркером на плитке, если ее надо в какой-нибудь сорт отложить или в помойку сбросить.

А дальше снова робот.

Он лазером считывает иероглифы сортировщиц.

Не видно как, но как-то он сбрасывает брак в отвал.

А дальше угадаете что? Правильно. Робот.

Он готовит стопочки для упаковки.
И вот, финишная прямая. Тут снова робот. Он раскладывает по паллетам коробочки с плиткой. Человек за кадром тоже присутствует. Когда робот зацепился лапкой за паллету, он беспомощно завис. И только Человек мощным нажатием на кнопку сенсорного монитора вернул его к жизни.
Вот и все. Я забрал свои бочки с глазурью и коробки с утильной плиткой и уезжаю.

Я керамист и глазурь мне нужна для работы. Чтобы сделать вот такие майоликовые откосы, например:

Такие тоже сделаны на основе этой глазури.
И камин покрыт той же глазурью:

И даже эти ручки:

Я много чего делаю с использованием именно этой глазури. Если интересно, то в журнале керамиста по тэгу «работы моей мастерской» можно посмотреть все варианты применения.
Но вернемся на производство. В этот момент внимательный читатель должен воскликнуть: «Как это все?!»
Есть тут внимательный читатель?
Специально для внимательных — цех заготовки глазури. Его то мы не посмотрели, верно?
Тут стоят здоровенные шаровые мелницы.

Эти барабаны изнутри выложены уралитовыми блоками (чтобы не было контакта глазури с железной оболочкой и чтобы барабаны не протирались быстро). Ингридиенты глазури перемалываются уралитовыми циллиндрами, которые начинают перекатываться в тот момент, когда барабан начинает вращаться. Вращается он долго. Очень долго. А потом глазурь пропускается через вибросито.

Отсюда глазурь отправляется к тем завесам, помните? Ну, где сначала ангоб, а потом глазурь на плитку льется. Приятно, когда читатель внимательный и все помнит
13 Янв'14 в 05:08 #88769на робота-палетчика действительно можно вечно смотреть
11 Янв'16 в 11:01 #88768Прошло 2 года, пора обновить тему!
проследуем в жаркую Испанию, как делают оригинальную испанскую плитку — найдем отличия:
Визит на завод начался с шоу-рума. В ну очень большом помещении комфортно расположился весь ассортимент компании. Ключевые коллекции представлены в интерьере… Такая вот Икея, но про керамику и без посетителей — всё это построено только для партнёров компании.
Далее визит в офисные помещения. Кабинет части дизайнеров компании. Всё очень мило, на оборудовании не экономят, узкие окна — особенность солнечной Испании.
Главный дизайнер немного рассказал о появлении новых коллекций. Изначально тенденции мирового дизайна появляются в fashion-индустрии, поэтому компания работает напрямую с модельерами, чтобы производить плитку актуальных тенденций быстрее конкурентов.
Далее — непосредственно производство. Весь завод расположен в двух зданиях: основном цеху и цеху полировки. Особенность компании — линейка плитки с сильным глянцем.
Цех настолько большой, что рабочие разъезжают по нему на велосипедах.
Готовая керамическая масса (состав которой является коммерческой тайной) поступает в пресс. Именно здесь и рождается плитка.
И сразу же первый этап контроля качества. Контроль производится после каждой значимой операции, ведь чем позже будет выявлен брак — тем дороже он обойдётся для производителя.
После этого заготовки попадают в сушильную машину. Сушка — это не обжиг, но сухую заготовку уже можно взять в руки и она не деформируется.
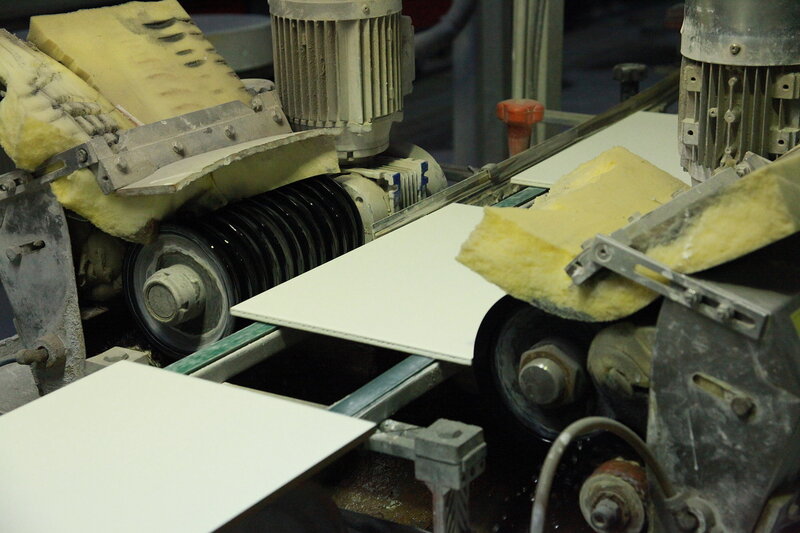
С двух сторон плитки снимаются фаски.
После чего заготовка поворачивается и операция повторяется.
Начинается этап, делающий заготовку непосредственно плиткой — нанесение эмали. Поверхность плитки промывается, ведь каждая песчинка испортит эмалированную плоскость, после чего на плитку наносится праймер.
Конвеер проходит под фонтанчиком эмали.
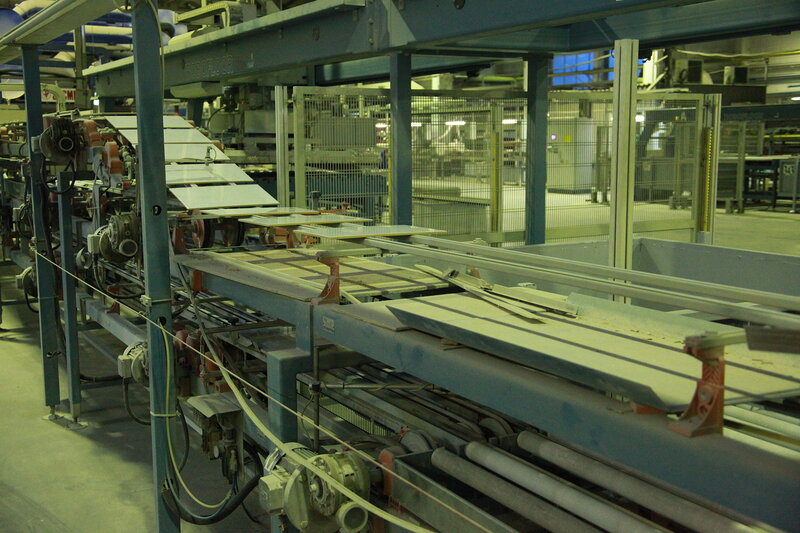
И снова сушильная машина, а после неё длинный «перегон» чтобы плитка остыла.
С торцов плитки срезаются излишки эмали.
После этого плитка укладывается на стеллажи, которые по территории перемещают автоматические погрузчики. Которые, кстати, бесшумно перемещаются на электротяге и если вы встанете на маршруте его движения — останавливаются и начинают требовательно пищать. После чего вы обязательно оглянётесь и отпрыгнете, думая что на вас едет куб со стороной в 3 метра. Всё производство максимально автоматизировано. До этого этапа на конвеере стоит только человек, производящий выборочный контроль заготовок после прессования. Промежуточное хранение на стеллажах нужно потому, что дальше пути заготовок разделяются: какие-то пойдут сразу в обжиг и станут фоновой белой плиткой, а какие-то уйдут на линию печати.
Печатный станок расположен в отдельном павильоне внутри цеха. Как я понял это нужно для того, чтобы очищать воздух в зоне печати. Технология — офсетная, цветовая модель — стандартный CMYK + готовые цвета.
Естественно цветопробы печатаются прямо на плитке.
После печати плитка опять уходит на стеллажи.
Всё потому что сушка перед обжигом происходит прямо на стеллажах, 2 стеллажа с плиткой закатываются в сушильную камеру.
После камеры стеллажи разгружаются на конвер, который уходит в печь для обжига. Вот это длинное сооружение слева — она и есть.
В печи температура вначале плавно растёт до 1200 градусов, затем так же плавно опускается. На выходе температура плитки — как у посуды из посудомойки.
И сразу же три этапа выходного контроля: геометрический контроль.
Автоматический контроль качества поверхности.
И пост ручного контроля поверхности. На нём обнаруженные дефекты отмечаются маркером и тут же, прямо на плитке, пишутся комментарии. Всё это нужно для того, чтобы понять на каком этапе производства образовался данный дефект и можно было отладить процесс. Это, кстати, второй человек на пути плитки.
Далее этап упаковки. Тут плитку ждёт третий и последний человек, который не принимает непосредственного участия в работе машины, но следит за наличием расходных материалов.
Тут плитка опять делится на два потока: матовые разновидности упаковываются в картонные коробки и отправляются на склад готовой продукции, а будущие глянцевые — стягиваются в пачки.
И укладываются на палеты.
Которые автоматически затягиваются в плёнку.
И тоже помещаются на складскую площадку, рядом с готовой плиткой. Компания производит множество коллекций, плитка отличается по размерам, рисунку, глянцу поверхности. Соответственно изменение размера требует замены пресс-форм и переналадку пресса, изменение рисунка — это замена валиков печатной машины и её калибровка… Поэтому в начале года составляется план производства и колекции выпускаются не одновременно, а поочерёдно, складируются прямо под открытым небом (климат позволяет) и отгружаются дилерам по мере поступления заказов.
Полировальный цех — гораздо меньшее по размерам помещение.
Плитка разгружается из палет на линию, конечно же проходит входной контроль.
Моется и уезжает в полировальную машину, где обрабатывается абразивными головками разных фракций. Каждый номер в круге сверху — это этап полировки.
Вот так выглядят сами головки. Каждый камень на них стоит несколько сотен евро.
На выходе мы получаем плитку со «стеклянным» глянцем, которого не может добиться ни одна другая испанская фабрика.
Далее вновь сушка, автоматический выходной контроль и упаковка.
Что интересно, вода в полировальных машинах (а полировка ведётся «по мокрому») фильтруется, вновь поступает в дело, а осадок — добавляется в свежую глину и вновь уходит в производство.
-
АвторЗаписи






































- Для ответа в этой теме необходимо авторизоваться.