



Особенности алюминиевой сварки в семейной обстановке
ИмхоДом › Форумы › свободная тема › Особенности алюминиевой сварки в семейной обстановке
Помечено: сварка
-
АвторЗаписи
-
17 Янв'22 в 14:42 #11289

Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам. Чтобы качественно варить в домашних условиях детали из алюминия, потребуется несколько составляющих.
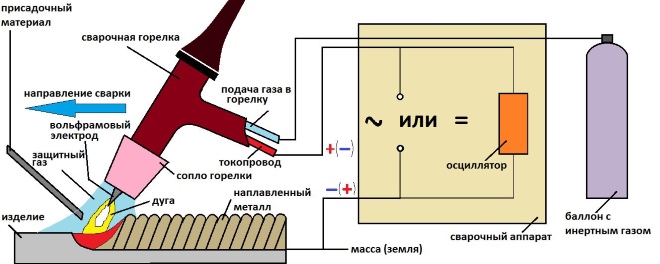
Схема аргонодуговой сварки алюминия
-
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
-
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
-
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.
-
- Поверхность деталей из алюминия необходимо тщательно зачистить от тугоплавкой оксидной пленки, которая всегда на ней присутствует. Для этого используются абразивные материалы, металлические щетки или химические средства.
-
- В отличие от стали, алюминий не меняет цвета своей поверхности в процессе нагревания, что значительно усложняет контроль за выполнением сварочных работ.
-
- Чтобы обеспечить качественный прогрев соединяемых деталей в процессе выполнения сварочных работ, необходимо действовать не спеша, тщательно контролируя каждый этап технологии.
-
- Поскольку алюминий отличается высокой текучестью, сварные швы выполняются в один слой. Чтобы избежать протекания расплавленного металла, необходимо использовать металлические подкладки.
-
- Остывание алюминия после нагрева, вызванного выполнением сварочных работ, может вызвать деформирование свариваемых деталей и появление трещин в полученном соединении. Чтобы избежать этого, желательно не располагать сварные швы слишком близко по отношению друг к другу.
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).

Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
быстрое зажигание сварочной дуги, а также ее стабильное горение;
получение качественного, красивого и надежного сварного шва;
возможность выполнять сварку листового материала небольшой толщины;
универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.
В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Правила подготовки к сварочным работам и их проведение
Если говорить о качестве сварки инвертором деталей, изготовленных из алюминия, а также сплавов данного металла, то лучшим оно получается, если она выполняется в среде защитного газа аргона и с применением неплавящегося электрода. Такую сварку вполне можно осуществлять в домашних условиях, используя для этого инвертор и соответствующие расходные материалы.

Вольфрамовые электроды для сварки в защитном газе
Естественно, что для такой сварки необходимо использовать дополнительное оборудование, которое обеспечивает подачу, а также регулировку потока защитного газа. Вам также понадобится баллон, в котором данный газ содержится.
Качество сварки напрямую зависит от того, насколько тщательно проведены подготовительные работы. Основная цель таких работ – разрушить тугоплавкую оксидную пленку, присутствующую на поверхности изделий из алюминия. Кроме того, если необходимо выполнить сварку деталей значительной толщины, область соединения желательно прогреть, используя для этого обычную газовую горелку.
Подготовка свариваемых поверхностей механическим способом
-
- Торцы соединяемых деталей и область, прилежащая к будущему сварному шву, тщательно зачищаются, для чего используется металлическая щетка или (в некоторых случаях) химическое средство.
-
- Если сварку планируется выполнять электродами, на которые нанесено специальное покрытие, что часто практикуется именно в условиях гаража или домашней мастерской, то электроды необходимо предварительно прогреть в специальной печи.
-
- Сварочные работы выполняются не спеша. Это требуется для того, чтобы обеспечить качественный прогрев соединяемых деталей. При сварке алюминия и сплавов данного металла электродами и присадочным прутком не производятся поперченные колебания, а сама сварка выполняется в один слой. Чтобы более подробно познакомиться с нюансами данного процесса, можно посмотреть обучающее видео.
-
- Защитный газ, используемый для выполнения сварки, начинает подаваться за несколько секунд до ее начала. После окончания процесса также необходимо выждать 5–7 секунд, а затем выключить подачу газа.
по материалам ю-тьюб и мет-all орг
-
-
АвторЗаписи
- Для ответа в этой теме необходимо авторизоваться.