



Всё что нужно знать о сварке за 3 минуты
ИмхоДом › Форумы › свободная тема › Всё что нужно знать о сварке за 3 минуты
-
АвторЗаписи
-
5 Июл'21 в 06:05 #527990
Как варить тонкий металл, чтобы он не прогорал: советы новичку
При работе на инверторе установите обратную полярность
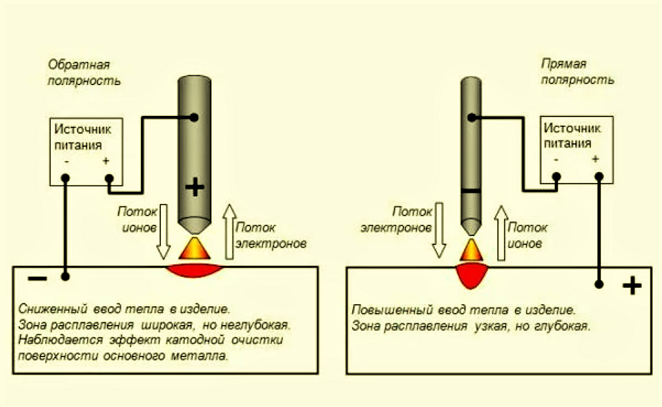
На сварочных аппаратах инверторного типа существует два вида полярностей: прямая и обратная.
- Прямая — это когда держак подключён к минусовой клемме, а масса — к плюсовой.
- Обратная — держак подключён к плюсовой клемме, а масса — к минусовой.
За нагрев отвечает плюсовая клемма, поэтому элемент, который к ней подсоединён будет нагреваться больше. Этим и нужно пользоваться при работе со сварочным аппаратом постоянного тока.
Прямая полярность обеспечивает более глубокое проплавление свариваемой детали. То есть, нагрев концентрируется на свариваемом металле, а не на электроде. Данная полярность используется при резке металла и при сварке толстостенных конструкций.
Обратная полярность, наоборот, — меньше нагревает металлоизделие, а наиболее высокая температура концентрируется на электроде. Это обеспечивает:
- меньшую температуру металла, а значит снижает шансы его прожечь;
- быстрое плавление электрода и более лучшее формирование металла шва.
 Для тонкого металла — тонкие электроды
Для тонкого металла — тонкие электродыТонкостенные конструкции лучше всего сваривать тонкими электродами — 1.6-2 мм. Для тонкого металла нужно понижать сварочный ток. Электроды большого диаметра здесь не подойдут — на малом токе они будут гасить дугу. А если на том же электроде диаметром 3 мм прибавить ток до требуемого значения, то тонкостенное металлоизделие сразу же начнёт гореть. Так что лучше применять электроды 1.6-2 мм в диаметре.
Устанавливайте пониженный сварочный ток
Чтобы тонкая металлоконструкция не горела, необходимо понижать сварочный ток. Например:
- при толщине металла от 1 до 2 мм применяйте электроды диаметром 1,6 мм и выставляйте ток на 25–50 ампер;
- для металла толщиной 2–3 мм применяйте электрод 2 мм и устанавливайте настройки тока на 40–80 ампер;
- при толщине металлоизделия 3–4 мм нужен электрод диаметром 3 мм, а сварочный ток выставить на 80–160 ампер.

Выдерживайте короткую дугу
Тонкий металл чаще всего прогорает на длинной дуге — когда электрод отводится вверх от свариваемой поверхности. В этот момент и возникает длинная дуга, которая насквозь прожигает металл. Чтобы тонкостенные конструкции не прогорали, выдерживайте короткую дугу. Чем короче дуга — тем меньше шансов прожечь тонкий лист.
Воспользуйтесь этими советами, и вы исключите прожигание тонкостенных металлоконструкций при сварке.
6 Июл'21 в 10:31 #528076А тут вообще фантастика — мужик варит обычным инвертором 0.2 мм
6 Июл'21 в 21:02 #528081Тренировка и еще раз тренировка. Отрыв и еще раз отрыв.
16 Мар'23 в 15:16 #562262Как говорится, обращайтесь к профессионалам!
16 Мар'23 в 21:45 #562279Заморочился на полуавтомат. Где брать углекислоту? Подскажите плиз. И в какие баллоны.
16 Мар'23 в 23:07 #562281Привет. Кто то мне говорил, в Пиранте можно взять. Там мол, ее используют для заправки огнетушителей. Но не факт, что информация на 100% верная.
16 Мар'23 в 23:39 #562282Заморочился на полуавтомат. Где брать углекислоту? Подскажите плиз. И в какие баллоны.
А просто без газа? Или нужна красота и точность?
Полуавтомат — классная вещь. Пока ни разу не варил с балоном, просто проволку брал с надписью без газа.
16 Мар'23 в 23:49 #562283Сосед на Приборный завод куда-то ездит со своим баллоном. На Высоцкого
17 Мар'23 в 00:43 #562284Высоцкого, 28 ст12
Автогенный завод
Большие баллоны — могут на замену
Маленькие — заправляют
Заправлять лучше до обеда
17 Мар'23 в 09:27 #562289Класс …. Спасибо коллеги.
А просто без газа? Или нужна красота и точность?
Без газа не айс; особенно в помещении. На улице пойдет. Хотя если красивое варить, то лучше с газом.
17 Мар'23 в 10:43 #562302Старая маска задолбала неадекватностью (12 лет). Давай ее перебирать и чинить: перенес сдохшие 32е элементы (их два оказывается))) на корпус), все почистил. Геморно: разборка неудобная, все через задний проход. Но все равно четкости нет. УглУбился в матчасть; оказывается дело в датчиках. Они работают, но их всего два и стоят наверху. Поэтому нет четкого срабатывания на дугу, когда она прям перед маской. Прикупил новую; окошко поширше, датчика 4 по периметру. Ну эргономика отличная. Не дешман; под 5 тыр. Очень порадовала четкостью работы и разбирается очень легко. Так то масок ваще буран; можно хамелеон и за 500р. найти. В общем техника не стоит на месте: движуха по сварочным девайсам есть.
-
АвторЗаписи
- Для ответа в этой теме необходимо авторизоваться.