


🎇 Вопросы по сварке и металлам для Mehanikus
ИмхоДом › Форумы › коммуникации и отопление › 🎇 Вопросы по сварке и металлам для Mehanikus
-
АвторСообщения
-
29 Янв'22 в 13:53 #539758
Такой вопрос — греется держак электрода — горячий, без рукавиц не удержать. Почему …..или так и должен?
Nikolay2 все правильно говорит, в первую очередь смотреть контакт, можно обрезать 5см кабеля и заново зажать, через некоторое время еще раз протянуть.
Ещё такое быват, когда держак на 100-150А, а варят или наплавляют почти без перерывов на 200А, и сечение сварочного кабеля недостаточно.
31 Янв'22 в 12:53 #539940Хм, спасибо, надо попробовать!
16 Фев'22 в 21:29 #541391Вопрос из области безопасности — при каких обстоятельствах от аппарата можно получить удар током?
Если тронуть электрод руками? Если обувь не имеет диэлектрической подошвы?
этот вопрос упускается, сейчас сварочники продают считай без инструкций, продавцы говорят что все безопасно, не то что раньше (трансформаторы) — но меня гложут сомнения.
20 Мар'22 в 09:16 #543077Можно ли покупать стекло-хамелеон через али-экспресс? Говорят у них время реагирования может быть очень разное, без проверки — кот в мешке.. или норм?
23 Мар'22 в 21:18 #543356Вопрос из области безопасности — при каких обстоятельствах от аппарата можно получить удар током? Если тронуть электрод руками? Если обувь не имеет диэлектрической подошвы? этот вопрос упускается, сейчас сварочники продают считай без инструкций, продавцы говорят что все безопасно, не то что раньше (трансформаторы) — но меня гложут сомнения.
Сварщик удар током в основном получает так: держак с оголенными токоведущими частями -> мокрые перчатки, или голая рука -> мокрая или влажная обувь. Да, там не 220В но тоже не приятно, один раз доводилось самому испытать подобное, торопился доделать побыстрее работал под небольшим дождиком… больше не хочу )))
23 Мар'22 в 21:29 #543357Можно ли покупать стекло-хамелеон через али-экспресс? Говорят у них время реагирования может быть очень разное, без проверки — кот в мешке.. или норм?
Отдельно стекла не покупал, то что китай и там будет +/- это и к бабке ходить не надо. Не плохие фильтры стоят на масках фаворит кристалл (тоже китай,но модель фильтра не помню можете загуглить). Если у вас сварочных работ относительно не много можете брать, если планируете много варить лучше ЕСАБ.
19 Апр'22 в 20:52 #545160Купил маску ресанта МС2 первый раз варил медь током 50А на след день болели глаза. Полечил глаза решил настроить под себя маску, затемнение ставил максимум 9-13 чувствительность и задержку максимум варил тот же медь 60А током вроде нормально.
Варил по мелочевке — тиски молоток электродом 3.
И однако зайцев не ловил! Не могу понять то ли маска поддельная. То ли срабатывание рассинхрон.Как проверить маску — рабочая она или нет?
У кого то были такие проблемы?20 Апр'22 в 10:57 #545203Я ставлю крутилку на маске в мах и приучил себя моргать глазами при розжиге. Ведь все хамелеоны имеют какую-то задержку при вспышке дуги, проф. масками за 50тр конечно не пользовался, может там все идеально…
Но когда по началу выпучив глаза смотрел на кончик электрода и ждал искру, зайцы ловились в легкую))
8 Авг'22 в 11:03 #552548Помогите с тестом 🙂
1.При сборке и сварке наружной обшивки совмещения стыков и пазов с соответствующими рисками на постели допускается отклонение не более
1)4мм
2)2мм
3)3мм2.Плотность прилегания листов к коксам постели,допустимыми считаются отклонения по контуру
1)3мм
2)2,5мм
3)3мм3.плотность прилегания листов к коксам постели,допустимыми считаются отклонения по шпангоутным сечениям
1)3мм
2)4мм
3)3,5мм4.Последовательность выполнения сварочных швов наружной обшивки зависит от способа сварки предусмотренного технологическим процессом при ручной дуговой сварке и полу автоматической в первую очередь сваривают
1)пазы
2)стыки5.Допустимое отклонение зазоров стыковых соединений наружной обшивки при дуговой сварке не должно превышать
1)2мм
2)1,5мм
3)1мм6.Допустимое отклонение зазоров стыковых соединений наружной обшивки при дуговой сварке не должно превышать
1)2,5мм
2)3,5мм
3)3мм7)замеры прихваток наружной обшивки определяются в пределах при толщине металла 6 мм
1) 15-20мм
2) 20-25 мм
3) 30-35мм8.стапельным местом называют
1)площадку объёмных секций надстроек
2)площадку для закладки и постройки судна
3)площадку объемных секций палуб9.после окончания сборочных и сварочных работ производится (очередность)
1)Подварка
2)зачистка
3)рихтовка10.сваренную объемную секцию надстройки (очередность)
1)Зачищают
2)Подваривают дефектные места
3)убирают рыбины
4)Рихтуют11)Сварку бортовых секций ведут в последовательности
1)паз 2)стык
стык паз
паз стык12)Закончив сборку бортовой секции (очередность)
1)Зачищаются
2)Рихтуют
3)удаляются сборочные приспособления
4)подваривают дефектные места28 Авг'22 в 12:38 #554006Есть пруток диаметром 15 мм.
Можно ли его сварить встык (не внахлест!) обычным бытовым сварочником — или будет крайне ненадежно?
29 Авг'22 в 07:02 #554030Есть пруток диаметром 15 мм. Можно ли его сварить встык (не внахлест!) обычным бытовым сварочником — или будет крайне ненадежно?
Одним электродом вряд ли. Нужна специальная ванна.
16 Сен'22 в 07:27 #555635Надо приварить перфорированный уголок. Обязательно ли снимать с него цинковое покрытие в месте сварки. Слышал что надо, типа цинк горит и сварка не получается.
28 Сен'22 в 08:26 #556497Будет ли работать нормально сварочный аппарат с проволкой 1,6 , если аппарат маленький и в инструкции указано до 1 мм?
29 Сен'22 в 11:42 #556560 prosto 17Гость
prosto 17Гость- Пригород
Будет ли работать нормально сварочный аппарат с проволкой 1,6 , если аппарат маленький и в инструкции указано до 1 мм?
Будет варить, но шов будет не качественный
17 Апр'23 в 08:12 #563752FoserГость- Пригород
Нужно приварить к железному столбу (высотой 2 метра) уголок горизонтально. Масса на уголке, который держится рукой и приваривается к столбу. Масса висит на уголке слева, рука держит уголок посередине, а вариться правый край уголка.
Ударит ли током или нет? (рука между массой и электродом без перчаток или в простых тряпчаных)
17 Апр'23 в 09:55 #563776Сварочные перчатки решат ваши проблемы. Да и в простых можно.
30 Май'23 в 09:03 #565834Р — 15Гость- Пригород
Как варить чтоб не повело?
нужно было соединить две квадратные трубы 50х50 между собой вставками из трубы 20х20 варил электродом 3мм, предварительно поставив тяжесть около 30кг на трубы, но все равно их искривило дугой. Думаю сейчас взять вместо труб 50х50 уголки 50х50х5мм
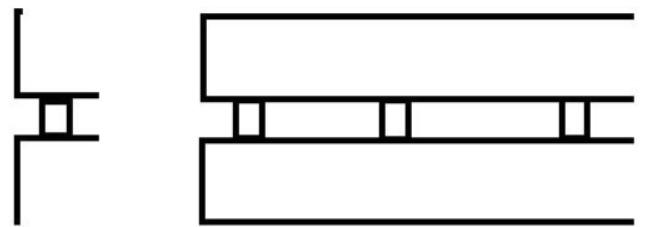
как вы думаете поведёт ли их от сварки? металл толще ведь чем в трубах. Как лучше варить, чтоб не согнуло дугой, мне нужно чтоб была плоскость поверхности
30 Май'23 в 11:28 #565841Попробуйте для начала уменьшить диаметр электрода. И не совсем понятно, как искривило? Тут нужно понимать степень нагрева. Если сначала варить с одной стороны, то поведет точно. Даже на электроде 2 мм.
30 Май'23 в 13:08 #565846Струпцины в помощь!
2 Июн'23 в 19:20 #566001Мелкими точками прихватывать и потом также помаленьку вразбежку проваривать. Давать остывать детали. И опять варить. Вроде получалось. Только долго и нудно.
-
АвторСообщения
- Для ответа в этой теме необходимо авторизоваться.