


Чем лучше точить инвентарь — наждаком или болгаркой?
ИмхоДом › Форумы › свободная тема › Чем лучше точить инвентарь — наждаком или болгаркой?
Помечено: diy, своими руками, топор
-
АвторСообщения
-
1 Июл'13 в 10:50 #6111

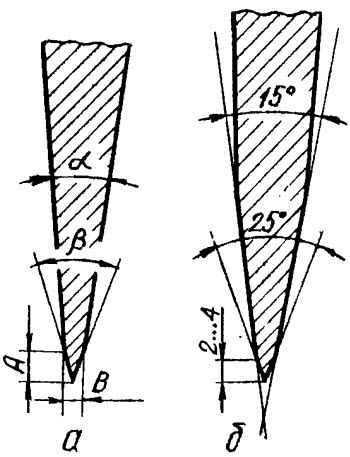
Чем острее угол заточки лезвия В (рис.а) и чем меньше ширина фаски А, тем производительнее топор. На пути уменьшения угла В возможности повышения производительности топора обычно используются полностью — оптимальный угол, в зависимости от прочности стали и характера работы, под сказывается самой практикой: если угол В слишком мал, топор быстро тупится.
Обычно угол заточки топора для рубки сухой древесины лежит в пределах 25…30° (топор, предназначенный для тесания свежесрубленной сырой древесины, может быть заточен под более острым углом — до 20°), Второй путь — уменьшение ширины фаски А — используется не всегда. В прежние времена для уменьшения ширины фаски топор периодически снимали с топорище и в кузнице оттягивали износившееся лезвие. Несмотря на то, что угол клина лезвия а обычно делался больше, чем у нынешних топоров, толщина лезвия у кромки была меньше, всего 1…2 мм, и поэтому фаска А имела небольшую ширину.
В наше время завода не утруждают себя тщательной про¬ковкой и оттяжкой кромки лезвия. Около фаски его толщина составляет 3…4 мм, поэтому заточка лезвия. даже у нового топора фаска получается неоправданно широкой и топор рубит плохо. Не имея возможности оттянуть лезвие топора в кузнице, современные мастера выходят из положения, затачивая такие топоры «на два спуска» (рис.б)
Заточка лезвия
Для заточки топоров обычно используется электроточило, хотя это далеко не лучший вариант. Точильныи круг электроточила вращается с большой скоростью, и тепло, выделяющееся в зоне контакта круга с металлом, не успевает отводиться в глубь металла. Это вызывает сильный местный нагрев и прижоги обрабатываемой поверхности. Перегрев металла ведет к снижению твердости именно там, где она более всего нужна, около режущей кромки, поэтому, затачивая топор на электроточиле, нужно быть предельно внимательным.
Принимаясь за заточку топора, нельзя торопиться, не следует браться за эту работу уставшим или в раздраженном состоянии. Для успеха дела необходимо сосредоточиться на ощущениях пальцев, держащих затачиваемый инструмент. Рядом с точилом обязательно должна быть вода в достаточно широком сосуде для охлаждения лезвия. Необходимо свести к минимуму биение точильного круга. Правку круга выполняют специальными шарошками, но при отсутствии шарошки можно устранить биение с помощью обломка другого абразивного круга, желательно более твердого и крупнозернистого. Одновременно с устранением биения правка круга освежает его рабочую поверхность: старые, затупившиеся зерна абразива выкрашиваются, а в работу вступают новые зерна, с острыми гранями, которые лучше снимают стружку и меньше нагревают при этом металл.
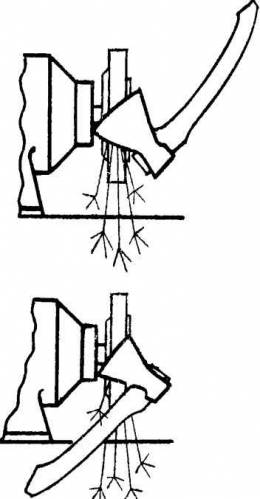
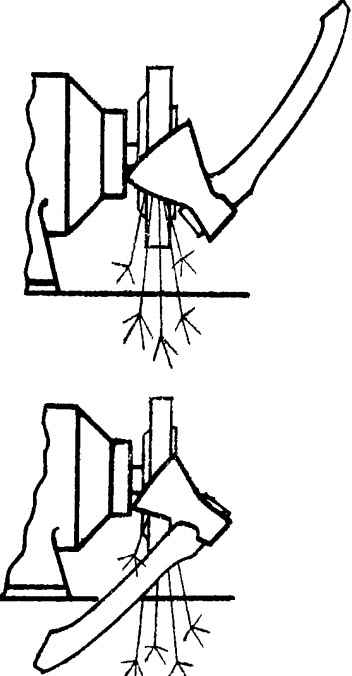
Рис. 2
Топор при заточке держат так, чтобы топорище располагалось при¬мерно под 45° к плоскости вращения круга (рис. 2), лезвием навстречу вращению. Одна рука удерживает и направляет головку, а вторая поддерживает топорище. Прижав фаску лезвия к вращающемуся кругу, плавным движением перемещают топор так, чтобы сошлифовать полоску металла на фаске от одного до другого края лезвия. Вначале ошлифовывают металл на тыльной части фаски, а затем, приноровившись к точилу, постепенно подбираются к переднему краю. После каждого прохода лезвие охлаждают в воде. Обсыхание мокрого лезвия напротив зоны его контакта с точильным крутом указывает скорость нагрева лезвия в процессе заточки. Этим сигналом руководствуются для регулирования силы прижатия лезвия к кругу и скорости его перемещения поперек круга.
Заточку ведут попеременно с одной и с другой сторон лезвия, добиваясь симметричного спуска фасок. На самой кромке лезвия условия отвода тепла из зоны контакта с кругом наихудшие, и там труднее всего избежать прижогов металла, поэтому при обработке передней части фаски необходимо уменьшить давление лезвия на круг, а лезвие должно перемещаться поперек круга без задержек. Работа на точиле заканчивается, когда на всей кромке образуется заусенец.
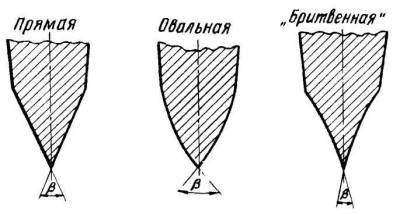
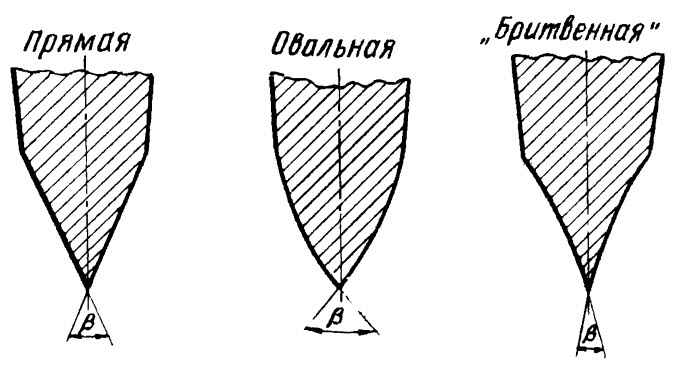
Рис. 3
Заточку продолжают вручную на широком мокром бруске до тех пор, пока на всей поверхности фаски след, оставленный точильным кругом, не будет сошлифован. Нужно следить за тем, чтобы после перехода на брусок не завалить фаски. На поперечном сечении лезвия фаски должны выглядеть прямыми линиями. Всякие другие формы заточки: овальная и «бритвенная» (рис. 3) — на практике никаких преимуществ не дают, а только вводят в заблуждение относительно истинного угла заточки у вершины режущей кромки.
При заточке нового топора ширину фаски А следует делать примерно вдвое больше толщины лезвия «В» у основания фаски (рис. вверху). В этом случае угол В при вершине составит примерно 28°. В дальнейшем этот угол можно будет подкорректировать по результатам эксплуатации: если режущая кромка сминается или крошится, в обоих случаях угол В нужно увеличить, а если она достаточно хорошо держит заточку, можно попробовать уменьшить угол.
Завершают заточку топора правкой фасок оселком, смоченным водой При правке топор держат в левой руке лезвием от себя, а оселок в правой. Слегка прижимая оселок к фаске, водят его круговыми движениями. Правка заканчивается, когда заусенец, образовавшийся на предыдущих этапах заточки, самопроизвольно отвалится.
Учебник Совнархоза
16 Апр'22 в 11:00 #544922Последний советский ГОСТ на топоры:
ГОСТ 18578-89 Топоры строительные. Технические условия
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТОПОРЫ СТРОИТЕЛЬНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 18578-89
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТОПОРЫ СТРОИТЕЛЬНЫЕ Технические условия
Builders axes.
Specifications
ГОСТ
18578-89Срок действия с 01.07.90
до 01.07.95
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на строительные топоры (далее — топоры), применяемые для столярных и плотничных работ в строительстве.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Основные размеры
1.1.1. Топоры должны изготавливаться в соответствии с требованиями, настоящего стандарта по рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
1.1.2. Топоры должны изготавливаться типов:
А — топоры с округлым лезвием, предназначенные для рубки, колки и тески древесины при производстве плотничных работ;
Б — топоры с прямым лезвием, предназначенные для рубки, тески и грубой обработки древесины при производстве столярных и плотничных работ.
1.1.3. Основные размеры топоров должны соответствовать указанным на черт. 1, 2 и в табл. 1, 2.
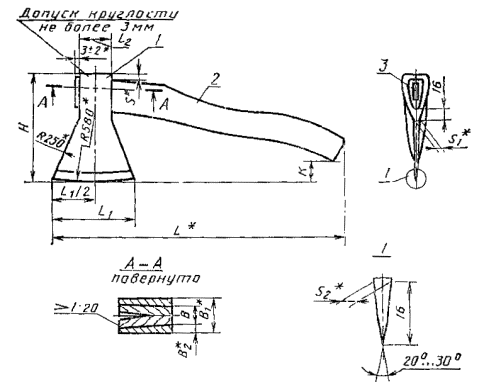
Тип А
* Размеры для справок.
1 — топор; 2 — топорище; 3 — клин
Черт. 1
Примечание. Чертеж не определяет конструкцию топора.
Таблица 1
Размеры, мм
Типоразмер H +8,0 — 5,0 L L1 ± 5,0 L2 ± 2,0 s s1 s2 B ± 1,0 B1 B2 K Масса топора без топорища, кг, не более А0 170 440 135 48 11 8 3,5 27 38 5,5 25…60 1,0 А1 185 547 150 60 10 10 4 26 39 6,5 1,3 А2 200 592 65 12 11 28 42 7 35…70 1,4 A3 215 600 165 68 12 1,6 Тип Б
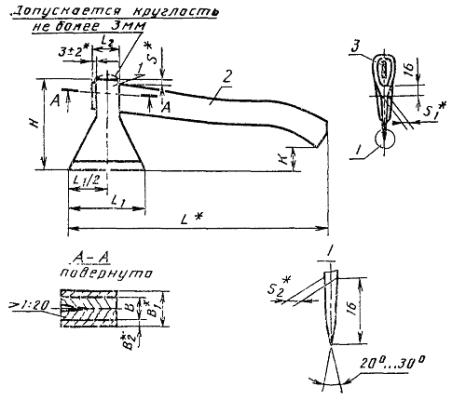
* Размеры для справок.
1 — топор; 2 — топорище; 3 — клин
Примечание. Чертеж не определяет конструкцию топора.
Таблица 2
Размеры, мм
Типоразмер H +8,0 — 5,0 L L1 ± 5,0 L2 ± 2,0 s s1 s2 B ± 1,0 B1 B2 K Масса топора без топорища, кг, не более Б1 145 407 110 45 9 9 3 22 35 6,5 25…50 0,7 Б2 160 439 120 50 0,8 Б3 185 547 150 60 10 10 4 26 41 7,5 35…70 1,3 Вариант конструкции и основные размеры металлических клиньев приведены на черт. 3 и в табл. 4 рекомендуемого приложения.
1.1.4. Неуказанные предельные отклонения размеров топора должны соответствовать допускам на поковку по ГОСТ 7829 или классу точности II по ГОСТ 7505.
1.1.5. Условное обозначение топоров при заказе должно состоять из обозначения типоразмера и обозначения настоящего стандарта.
Пример условного обозначения топора типоразмера А1:
А1 ГОСТ 18578-89
1.2. Характеристики (свойства)
1.2.1. Поковки топоров должны соответствовать требованиям ГОСТ 8479, группа II с твердостью не более 352НВ.
В нижней части всада допускается складка глубиной не более 5 мм.
1.2.2. Полотна топоров должны быть термически обработаны. Твердость полотен на высоте до 25 мм от лезвия должна быть 48 … 57 HRCэ.
1.2.3. Топоры следует изготавливать с окончательно заточенным лезвием.
Допускается заточка лезвия овалом на высоте не менее 5 мм с плавным переходом от лезвия к полотну.
1.2.4. По согласованию с потребителем допускается изготавливать топоры с предварительно заточенным лезвием, кроме предназначенных для розничной торговли.
Толщина предварительно заточенного лезвия топора не должна быть более 0,5 мм.
1.2.5. Параметр шероховатости поверхностей топоров по ГОСТ 2789 не должен быть более:
Ra 2,5 мкм — для заточенной части полотна;
Ra 3,2 мкм — для предварительно заточенного лезвия;
Rz 320 мкм — для наружных и внутренних поверхностей, не подвергаемых механической обработке.
1.2.6. На заточенной поверхности топоров не должно быть черновин.
1.2.7. На необрабатываемых поверхностях топоров допускаются отдельные дефекты типа вмятин от окалины, забоины, отпечатки и следы зачистки дефектов при условии соблюдения требований п. 1.1.3.
1.2.8. Топоры должны быть насажены на топорище и расклинены клином.
Качание топора на топорище не допускается. Допускается реализация топоров без топорищ.
1.2.9. Топорища должны соответствовать требованиям ГОСТ 1400 (в части технических требований).
1.2.10. Нижнюю часть всада, не заполненную древесиной топорища, допускается уплотнять дополнительными клиньями из древесины твердых лиственных пород по ГОСТ 2695. Число дополнительных клиньев не должно быть более двух.
1.2.11. Соединение топора с топорищем должно выдерживать стягивающее усилие не менее:
1960 Н (200 кгс) — для топоров А0, А1, Б1, Б2;
2450 Н (250 кгс) — для топоров А2, A3, Б3.
1.2.12. Лезвие топора и ось симметрии топорища должны лежать в одной плоскости.
Допуск симметричности оси топорища и лезвия топора — 2 мм на 100 мм длины.
1.2.13. Допуск симметричности поверхности всада и поверхности полотна топора относительно общей плоскости симметрии — 2 мм.
1.2.14. Допуск плоскостности полотна топора — 1 мм.
1.2.15. Возникающие при насадке задиры на топорище должны быть удалены и зачищены.
1.2.16. Деревянные клинья перед расклиниванием должны быть смазаны клеем.
1.2.17. Топоры должны иметь лакокрасочное покрытие класса VII по ГОСТ 9.032 или покрытие Хим. Окc. прм. или Хим. Фоc. прм. по ГОСТ 9.306.
Допускается наносить лакокрасочное покрытие без грунтовки. Полотно топора на высоте 20 — 40 мм от лезвия лакокрасочному покрытию не подвергать. По согласованию с потребителем, кроме торговой сети, допускается на топоры покрытие не наносить.
1.2.18. Полный установленный срок службы топоров должен быть не менее 24 мес.
1.3. Требования к сырью и материалам
1.3.1. Топоры должны быть изготовлены из стали марок 8ХФ, 9ХФ, 9ХС, ХВГ по ГОСТ 5950; 35ХГСА по ГОСТ 4543; 60Г по ГОСТ 14959 или У7А, У8, У8А, У8ГА, У9, У9А по ГОСТ 1435.
1.3.2. Клинья должны быть изготовлены из стали марок 10, 15 или 20 по ГОСТ 1050 или из любых марок сталей по ГОСТ 380.
Допускается изготавливать клинья из древесины твердых лиственных пород по ГОСТ 2695.
1.4. Маркировка
1.4.1. На поверхности каждого топора должны быть нанесены:
товарный знак предприятия-изготовителя;
типоразмер топора;
цена (для розничной продажи).
Примечания.
- Способ нанесения маркировки должен обеспечивать ее сохранность в течение гарантийного срока.
- Место нанесения маркировки указывается в рабочих чертежах.
1.5. Упаковка
1.5.1. Упаковка топоров по ГОСТ 18088 или ГОСТ 23170, категория КУ-1.
По заказу потребителя полотна топоров предохраняются защитным чехлом.
По согласованию с потребителем допускается другая упаковка, обеспечивающая сохранность топоров от механических повреждений и воздействия влаги во время транспортирования и хранения.
1.5.2. В транспортную тару должен быть вложен упаковочный лист по ГОСТ 18088.
1.5.3. Транспортная маркировка — по ГОСТ 14192.
2. ПРИЕМКА
2.1. Для проверки соответствия топоров требованиям настоящего стандарта проводят приемо-сдаточные испытания.
2.2. Приемку топоров производят партиями.
Партия должна состоять из топоров одного типоразмера, изготовленных из одних и тех же материалов, обработанных по одному технологическому процессу и одновременно предъявленных к приемке по одному документу.
2.3. При приемо-сдаточных испытаниях топоры проверяют на соответствие требованиям пп. 1.1.1 (в части соответствия образцам-эталонам), 1.1.3, 1.2.1 — 1.2.8, 1.2.10 — 1.2.15, 1.2.17, 1.4, 1.5 для чего применяют двухступенчатый контроль и соответствии с табл. 3.
2.4. Партию топоров принимают, если число дефектных топоров в первой выборке меньше или равно приемочному числу и бракуют без назначения второй выборки, если число дефектных топоров больше или равно браковочному числу.
Если количество дефектных топоров в первой выборке больше приемочного числа, но меньше браковочного, проводят вторую выборку.
Партию топоров принимают, если количество дефектных топоров в двух выборках меньше или равно приемочному числу и бракуют, если количество дефектных топоров в двух выборках больше или равно браковочному числу.
2.5. Проверку полного установленного срока службы топоров следует проводить один раз в два года по типовым представителям изделий.
Таблица 3
Объем партии топоров, шт. Ступень контроля Объем одной выборки топоров, шт. Объем двух выборок топоров. шт. Приемочное число Браковочное число 51 — 90 Первая 8 16 0 2 Вторая 8 1 2 91 — 150 Первая 13 26 0 3 Вторая 13 3 4 151 — 280 Первая 20 40 1 4 Вторая 20 4 5 281 — 500 Первая 32 64 2 5 Вторая 32 6 7 501 — 1200 Первая 50 100 3 7 Вторая 50 8 9 1201 — 3200 Первая 80 160 5 9 Вторая 80 12 13 При этом на подконтрольную эксплуатацию должно быть поставлено не менее 7 топоров, а результат контроля должен считаться удовлетворительным, если каждое изделие проработает в регламентированных условиях не менее срока, указанного в 1.2.18.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Габаритные размеры топоров в сборе проверяют при помощи измерительных средств с абсолютной погрешностью ±1 мм. Остальные размеры топоров измеряют с абсолютной погрешностью ±0,1 мм.
3.2. Угловые размеры топоров проверяют при помощи угломера по ГОСТ 5378 или шаблона.
3.3. Массу топоров определяют взвешиванием на весах с допустимой погрешностью ±0,005 кг.
3.4. Требования пп. 1.1.1 (в части образцов-эталонов), 1.2.6, 1.2.7, 1.2.8, 1.2.10, 1.2.15, 1.2.17 проверяют визуально методом сравнения с образцом-эталоном.
3.5. Проверку шероховатости (п. 1.2.5) производят методом сравнения с образцами шероховатости или на профилометре по ГОСТ 19300.
3.6. Допуск симметричности (пп. 1.2.12 и 1.2.13) проверяют при помощи шаблона.
3.7. Допуск плоскостности (п. 1.2.14) должен проверяться на расстоянии не менее 15 мм от контура при помощи щупов на поверочной плите по ГОСТ 10905 или лекальной линейкой по ГОСТ 8026.
3.8. Проверка твердости термически обработанной части полотен производится на расстоянии 20 — 25 мм от лезвия по ГОСТ 9013, проверка твердости обуха — по ГОСТ 9012.
3.9. Прочность соединения топора с топорищем проверяют методом приложения статической нагрузки или тарированного груза в течение 2 мин.
3.10. Полный установленный срок службы топоров проверяют путем их использования по прямому назначению.
По результатам подконтрольной эксплуатации потребителем составляется заключение о фактическом сроке службы изделия.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Упакованные топоры допускается транспортировать любым видом транспорта при обеспечении мер, предохраняющих топоры от механических повреждений и воздействия влаги.
4.2. Хранение топоров — по группе хранения 2 ГОСТ 15150.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие топоров требованиям настоящего стандарта при соблюдении потребителем условий их транспортирования и хранения.
5.2. Гарантийный срок эксплуатации — 6 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления — со дня получения потребителем.
ПРИЛОЖЕНИЕ
Peкомендуемое
Металлический клин
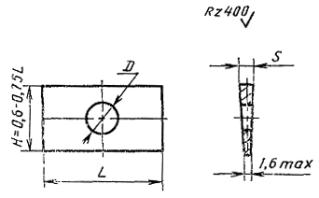
Размеры, мм
Номер клина Типоразмер топора L s ±0,3
D +0 -2,0 1 А0; Б1; Б2 40 3 10 2 F1; Б3 50 4 15 3 A2; A3 60 4 15 ИНФОРМАЦИОННЫЕ ДАННЫЕ
- РАЗРАБОТАН И ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения СССР
ИСПОЛНИТЕЛИ
А. Р. Латынский, Б. Г. Толков, А. И. Полунин, В. Б. Игумнов, Б. И. Семенова
- УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.06.89 № 2086
- Срок проверки — 1994 г., периодичность проверки 5 лет.
- ВЗАМЕН ГОСТ 1399-73 и ГОСТ 18578-73.
17 Апр'22 в 18:22 #544962всегда точил топоры болгаркой с лепестковым диском (который из наждачки) с последующей правкой обычным бруском. Но, недавно попробовал точить «мокрым камнем» (примерно таким)

с последующей доводкой на алмазной чашке (вот такой )

дык это небо и земля… точится быстро и просто. угол заточки контролировать проще, чем болгаркой.
P.S. Если честно, станок — говно полное, биение — жесть. Без регулятора оборов работать нереально. Родные камни — отстой. Ось мокрого камня — кривая. Рассматривать только как «конструктор». Но (!) даже такое говно лучше чем болгарка.
17 Апр'22 в 19:27 #544963Но (!) даже такое говно лучше чем болгарка.
Ну дык болгарка это не точило, никогда не было желания болгаркой что-либо точить. Ведь это даже очень неудобно, не говоря о качестве.
17 Апр'22 в 20:47 #544965Ну дык болгарка это не точило, никогда не было желания болгаркой что-либо точить. Ведь это даже очень неудобно, не говоря о качестве.
ну это вы зря… примерно вот так нормально получалось топор точить https://www.youtube.com/watch?v=Q2H1MCoP448 (только топор клал на пенек, а не в тиски, прижимал коленом и точил)
единственное, надо периодически (прошел болгаркой — сразу брызнул), на лезвие водой брызгать.
17 Апр'22 в 21:43 #544975Ещё лопаты и тяпки удобно точить болгаркой, и катастрофически неудобно на точильном станке.
18 Апр'22 в 06:28 #544976Лопаты и тяпки только напильником, ведь там сталь слабенькая, а болгаркой тяпка быстро стачивается, сын любит болгарить. Я ругаюсь на него.
18 Апр'22 в 07:32 #544977Раньше, до изобретения болгарки в Болгарии ))) точило было наше все. Все работы по металлу на точиле делали, их даже в Томске выпускали.
И до сих пор олдскулы любят это дело — а болгарка опасная стервь…
18 Апр'22 в 08:40 #544987Если нет мозга в голове, то всё вокруг становится опасным. А по поводу быстрого стачивания, вспоминается анекдот про молодого хирурга: «Не дави сильно на скальпель — стол поцарапаешь…».
22 Авг'24 в 09:55 #587408Для заточки, кроме твёрдосплавных, очень редко пользуюсь наждаками!
У меня болгарка — любимый инструмент! (Их поэтому у меня много)) Только 125-х — 14 штук))) Но реально пользуюсь 12-ю. Две — не нравятся. «Не зашли»)))
Болгарками точу всё! И ножи, и топоры, тяпки и, даже свёрла. Строго попутным резом (Это сверхважно! Иначе — разрывы кругов и травмы!!!) Топоры — сперва зачистным (грубо формирую плоскость), потом лепестковым, потом — лёгкой болгаркой с регулировкой оборотов, мелким лепестковым. И не новым, а «гладким почти».
Тяпки и подобное — сразу лепестковым. Ножи — сразу мелким лепестковым, потом на шлифовальном станочке войлочным барабаном с пастой ГОИ до «состояния скальпеля».
Свёрла — обычным отрезным по металлу. Вот тут уже реально сложно — проворачивая сверло, можно пропустить момент, когда срез из попутного станет встречным. Зато болгаркой в свёрлах больших диаметров хорошо делать конусное остриё, подпиливая пазы, что не получается на наждаке и оно потом не центруется, а бегает в начале сверления.
На наждаках точу только стамески, бородки и шила. (Всё, что узкое). Ну и победитовое всё, понятно, тоже на наждаке. Для этого у меня один из водяного насоса сделан с двумя алмазными чашками — обычной и пильной.
22 Авг'24 в 10:22 #587416Ну все правильно. Топор хрен заточишь на наждаке. Но 14 болгарок ??? это нечто …. Хотя неимоверно удобно когда на каждом болгарине свой круг. Также точу топоры да прочий струмент. Тока сверла на 3Д приспособе и алмазной чашке. Вручную не тот цимес: четко не сделаешь углы и затыловку.
23 Авг'24 в 08:35 #587449Ленточная шлифмашина хорошо себя проявила в деле заточки.
30 Апр'25 в 09:17 #598747Важное сообщение, для тех, у кого валяется двигатель (у всех наверное), но непонятно как к нему присобачить точильный круг.
думал идти искать токаря, но теперь есть ягодки..
https://global.wildberries.ru/catalog/293455795/detail.aspx 360р и всё.. у вас теперь точило дома 🙂
 30 Апр'25 в 15:06 #598797
30 Апр'25 в 15:06 #598797Опасная штука, это только для чего-нибудь тихоходного. Запасные глаза там еще не продают…
1 Май'25 в 23:31 #598841Болты откручиваются от вибрации — хотя в целом (арт. 293455795) оказался полезным и пригодным.
6 Май'25 в 23:26 #599160Это что — наждак или болгарка? Где такая используется?
 7 Май'25 в 08:11 #599167
7 Май'25 в 08:11 #599167Это прямая шлифовальная машина. Применяется при зачистке сварочных швов, подготовке кромок к свариванию, удалении заусенцев и т.п. В общем как болгарка (угловая шлифовальная машина), только прямая.
-
АвторСообщения
- Для ответа в этой теме необходимо авторизоваться.